欢迎光临江苏伟力无损检测设备制造有限公司官方网站!我公司专业从事磁粉探伤机,磁粉探伤仪,退磁机,清洗机,磁粉探伤附件等设备。咨询热线:15251113970。
咨询热线:
15251113970



热门关键词: 磁粉探伤机 磁粉探伤仪 退磁机 清洗机 磁粉探伤附件 紫外线灯
(1)探伤方法选择及特点
特点:
A、 大型铸钢件,表面粗糙,形状复杂;
B、 精密铸件、形状复杂,体积小、表面光洁。
探伤方法选择:
A、 大型铸件,重量大、壁厚,要求检出表面与近表面较大的缺陷,采用直流电磁化,干法检验,支杆法,连续法。
B、 精密铸钢件,体积小,要求检查微小缺陷,在固定式探伤仪两个方向磁化,采用湿法。
C、 铸钢件,由于内应力的影响,易产生延迟裂纹,铸造后48h探伤。
(2)高压厚壁三通管MT
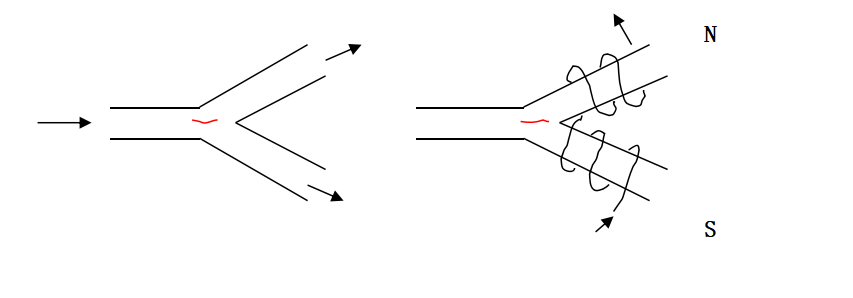
三通管缺陷易产生在分叉处
(1) 直接通电法
(2) 线圈法;在三通上绕电缆法磁化,产生的纵向磁场与缺陷垂直。关键注意电缆的绕法要正确。
⒏⒉3 在役与维修件MT
在役维修主要目的是检查疲劳裂纹
(1)疲劳裂纹
A、疲劳裂纹可在内部的气孔和夹杂处开始形成。
B、多数疲劳裂纹出现在表面上。
C、疲劳裂纹是从表面上的应力集中处形成,多出现在交变应力最大的方向。
(2)检验特点:
A、了解受力状态、应力集中部位、易产生裂纹部位。
B、疲劳裂纹一般出现在应力最大部位,只需局部探伤。
C、常用支杆法、磁扼法、线圈法。
![]()
![]()
![]() (3)起重天车吊钩MT
(3)起重天车吊钩MT

![]()
吊钩是在重力拉伸负荷下工作,易产生横向的疲劳裂纹。采用绕线圈湿式连续法检验。
例如: Φ80*500 绕10匝
求 I=?
解: 连续法
I=35000/10[500/80+2]=424 A
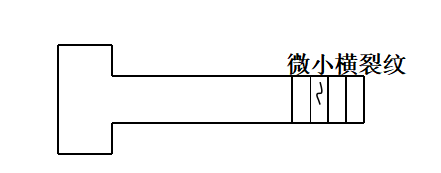
(4)螺栓磁粉探伤
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
A、 纵向缺陷——轴通电法;
B、 横向缺陷(主要)——线圈法。
高强度螺栓优化工艺方法:
采用湿法、线圈法、剩磁法、低浓度荧光磁悬液,且施加磁悬液时间要长。——www.wlndt.com 专用磁粉探伤机

 固定电话: 0515-82339085
固定电话: 0515-82339085 手机号码: 15251113970
手机号码: 15251113970 传真号码: 0515-82339095
传真号码: 0515-82339095 邮箱: wltsj@139.com
邮箱: wltsj@139.com 地址: 江苏省射阳县合德镇工业园大兴北路11号
地址: 江苏省射阳县合德镇工业园大兴北路11号